
Conductive floor coatings protect people and electronics
ESD protection in production facilities
ESD floors reduce risk of electrostatic discharges and dust explosions
Conductive floor coatings provide ESD (electrostatic discharge) protection in production facilities, among other things, and thus reduce the risk of damage to electronic components caused by electrostatic discharges. Due to the conductivity, the majority of the electrostatic potential is discharged via the grounding. The sophisticated StoFloor ESD systems can be adapted to all building-specific requirements.

They already trust us:
▪ Fraport AG
▪ Fraunhofer ISE
▪ Pilatus Flugzeugwerke AG – pilatus-aircraft.com
▪ Robert Bosch GmbH
▪ Škoda Auto a.s.
▪ Strüby Unternehmungen
▪ Thermoplan AG
▪ Volkswagen AG
▪ Zollner Elektronik AG
Protection of electronics and people
Electrical conductivity floor coatings play an important role in defect-free end products and protect people from electric shock by preventing electrostatic discharge. A distinction is made between the protection of electronics, personal protection and explosion prevention.
Electrostatic discharge protection in electronics
Electrostatic discharge protection is important in electronics production, but also in cleanrooms or operating theatres. Electrostatic potentials can attract particles (dust) and thus cause contamination in the cleanroom. This can cause irreparable damage to electronically sensitive building elements.
Avoid sparks as a source of ignition
Installations with potentially explosive atmospheres, such as grain mills, chemical and fertiliser storage facilities or ammunition factories, have normative requirements for structural measures, as sparks caused by electrostatic discharge can serve as an ignition source and trigger explosions.
In sensitive production areas, electrostatically protected workstations are part of the basic equipment with dissipative chairs, tables, shoes, wrist earthing straps, ionisers and a conductive floor coating. This coating conducts away most of the electrostatic potential generated by people or transport objects to the earthing system. To guarantee the function of the coating system, its components must be perfectly harmonised.
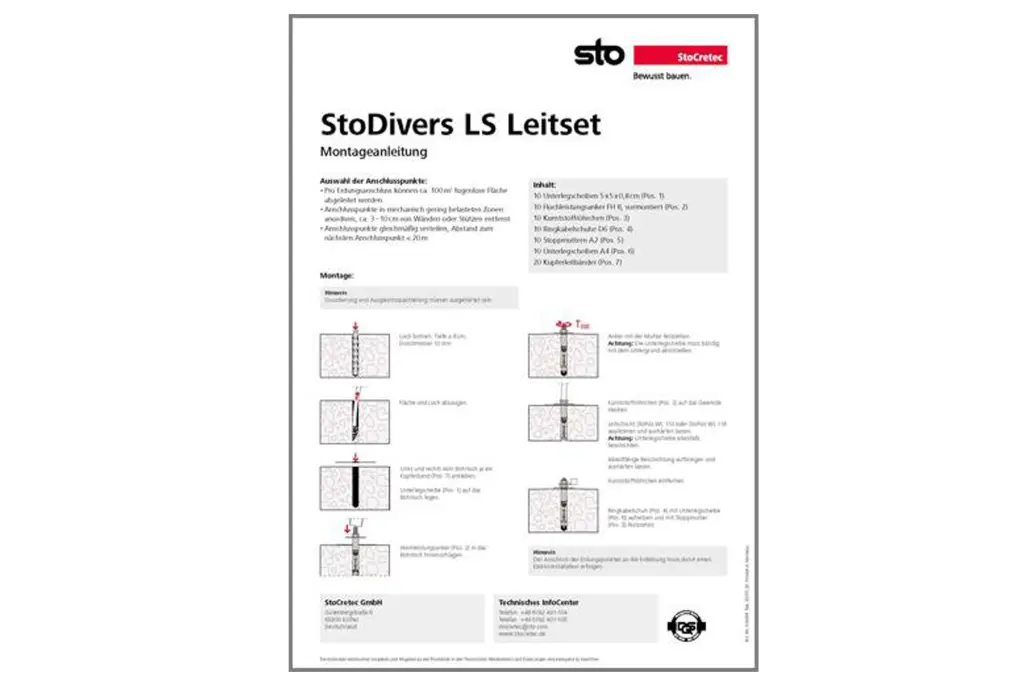
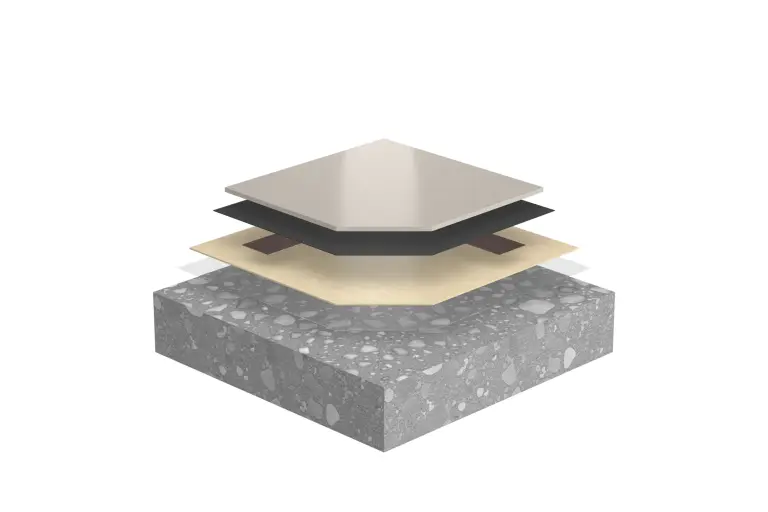
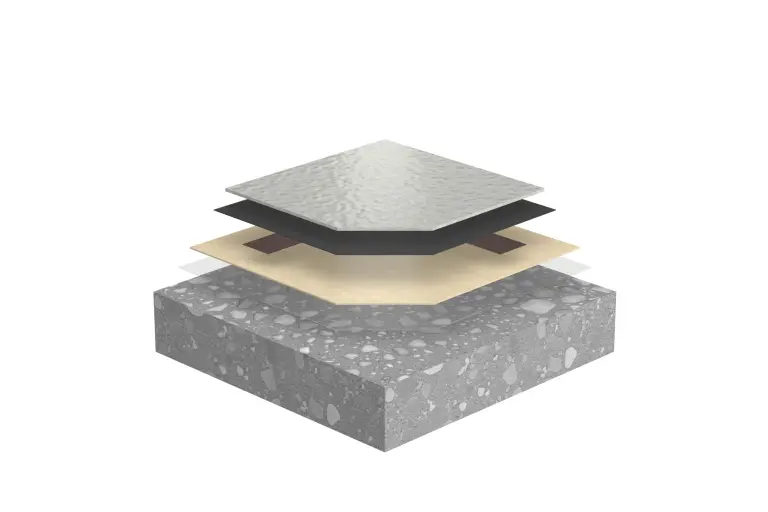
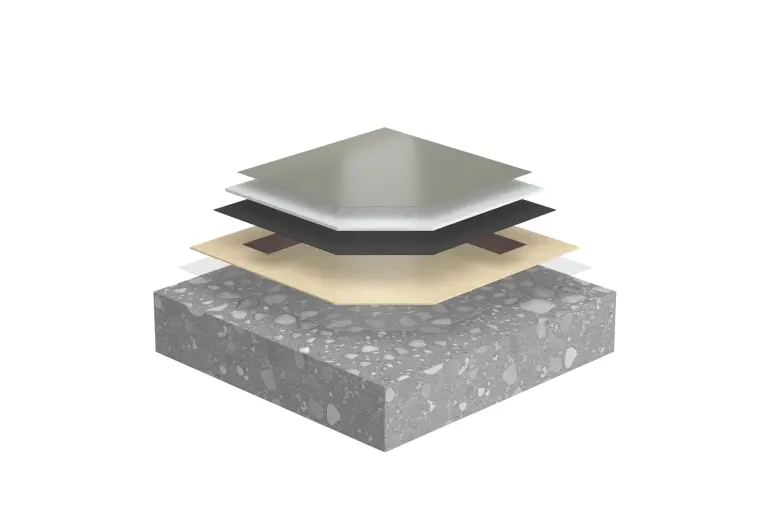
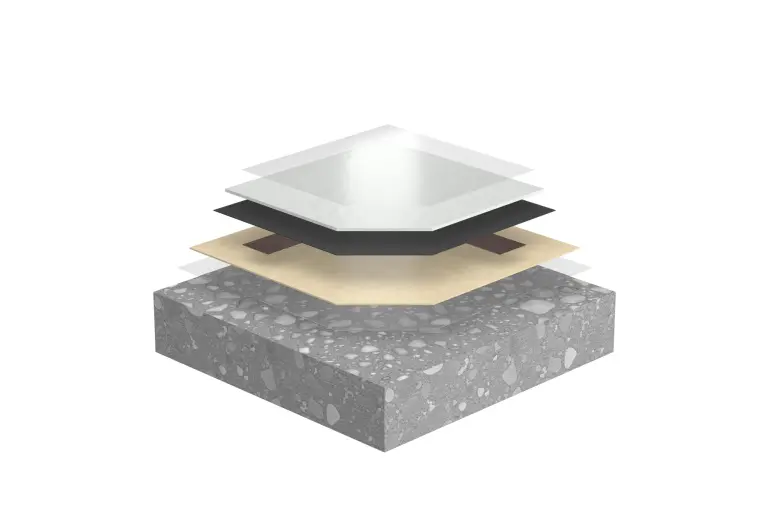
The system components and their function
Usually, cementitious substrates such as cement screeds or concrete, and more rarely magnesia or anhydrite screeds, are coated. Substrates that are soaked from behind require a diffusion-open system and thermoplastic substrates, such as mastic asphalt, require a viscoplastic system.
The discharge resistance of a conductive coating system results primarily from the layer thickness of the top coat. In order to achieve a uniform resistance over the entire surface, this must be even. For this reason, it is advisable to apply a levelling filler after the primer coat on rough and uneven substrates. This is obtained by filling the primer with fire-dried quartz sand.
The conductive properties of concrete diminish over time due to drying processes. In addition, the primer acts as an insulating layer. Therefore, a conductive intermediate layer is necessary. This conductive layer allows the electrostatic charges to flow off "channelled" to earth with constant resistance. It usually consists of a soot-filled, watery epoxy resin dispersion.
The top layer of conventional systems gets its conductive properties from carbon fibres. So-called volume-conductive coatings, on the other hand, have special conductive fillers that give the systems a much more homogeneous conductivity.
Conventional systems with carbon fibres meet the requirements for explosion protection, but not the current requirements for ESD protection. Therefore, they receive additional pigmented, conductive sealants that are highly abrasion-resistant and have a certain horizontal conductivity. In this way, they homogenise the conductivity of the entire system and dissipate any charges that arise not only vertically but also horizontally.
StoDivers LS conducting set
Installation instruction- Selection of the connection points
∙ Approx. 100 m2 of jointless surface can be conducted away per earth lead.
∙ Arrange connection points in areas subject to low mechanical loads, approx. 3 - 10 cm away from walls or supports.
∙ Distribute connection points evenly, distance to the next connection point < 20 m
Download the detailed instructions here
_2400_W768xH0.webp)
_2400_W768xH0.webp)


